I have recently completed an upgrade on my lathe that has added a digital read-out (DRO) to the carriage travel along the length of the ways, which had no other form of indexing available originally. It was quite a complex little addition actually, so I thought I might share a photo or three here. Actually, there was absolutely no modification to the stock lathe itself, as I made the entire assembly for the DRO system as an add-on via clamps, so there were not even any holes drilled and tapped into any part of the original machine. There was a minor problem in that the lathe offers an 18" bed, but the DRO scale that I was able to affordably obtain only offered 12" of travel, so I had to make the housing for it be slide adjustable so that it could cover the full length of the useable carriage travel. Of course 99% of all work seems to get done in the first 12" anyway, but there will always be some project wanting the full length of the bed, so that is now a possibility as well.
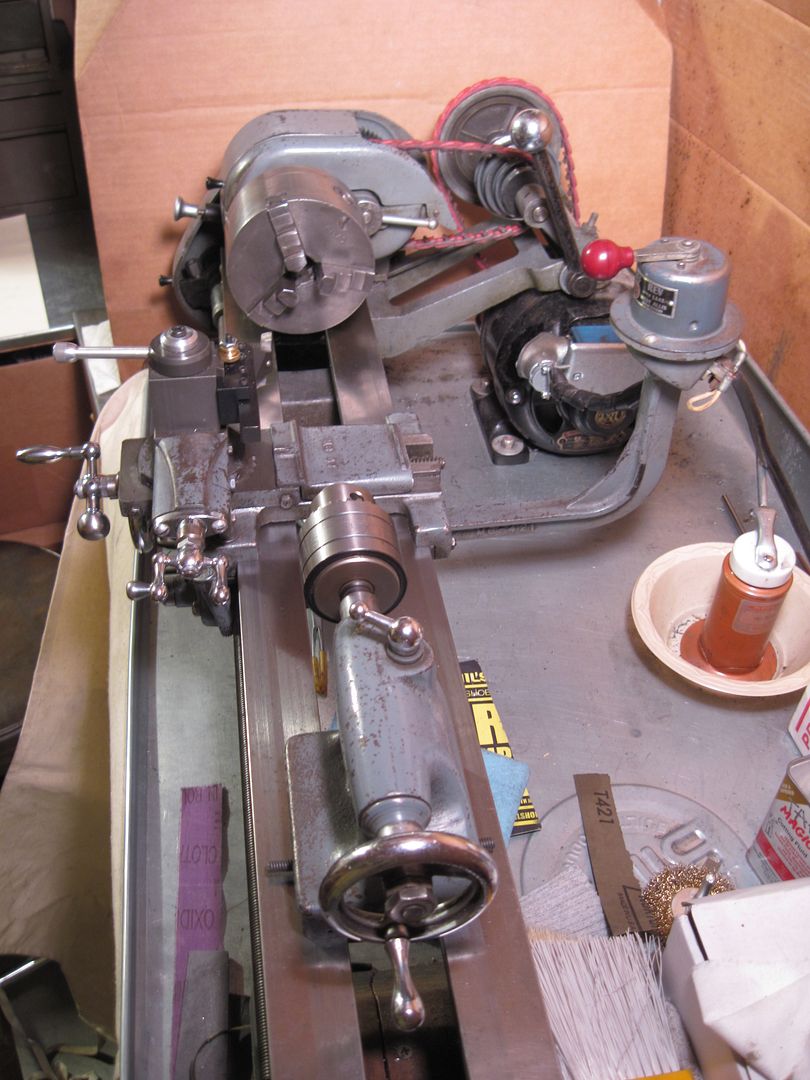
Atlas 618 before addition of DRO, but showing QCTP with Eccentric's "Diamond" cutting tool holder mounted.
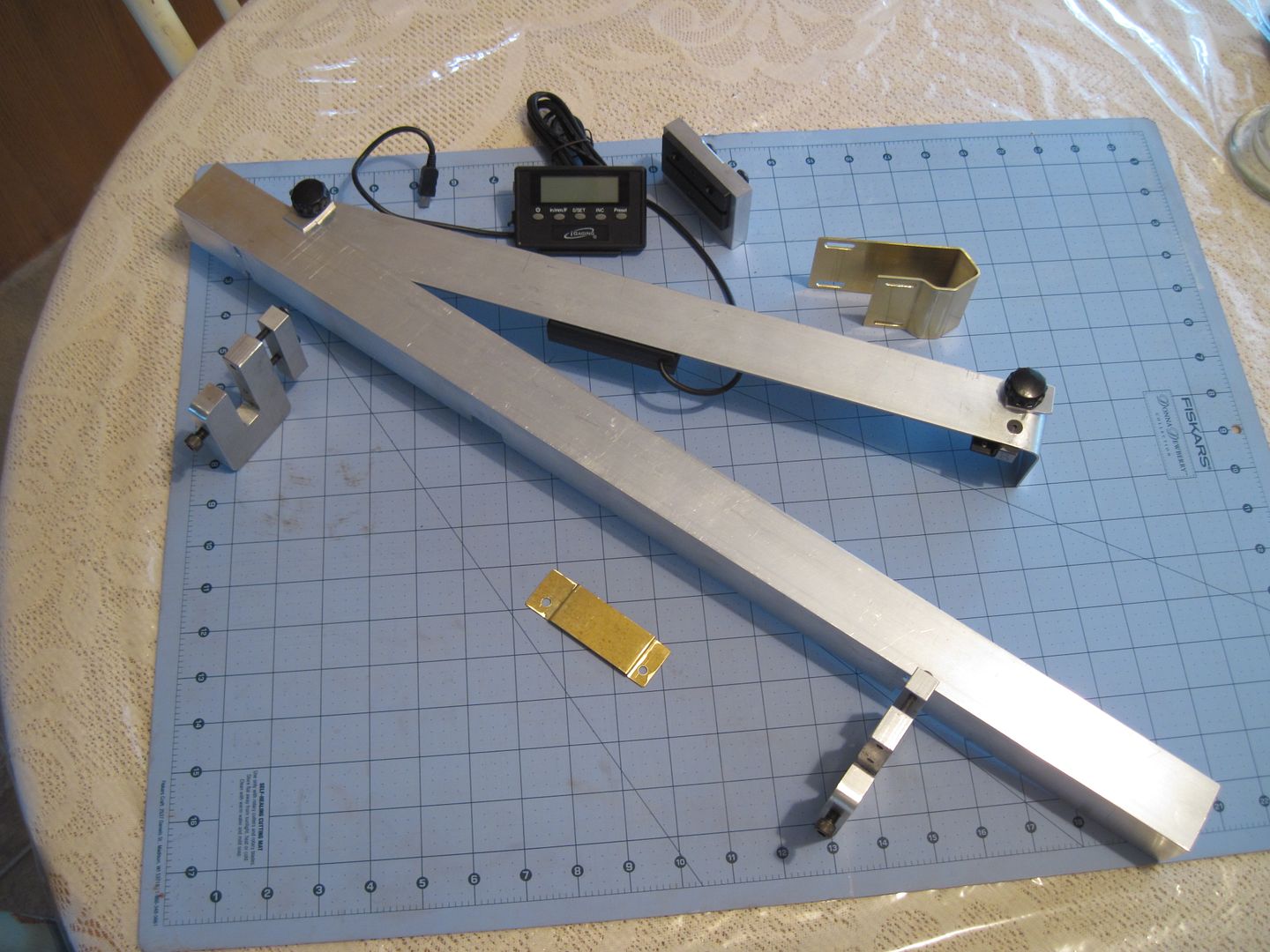
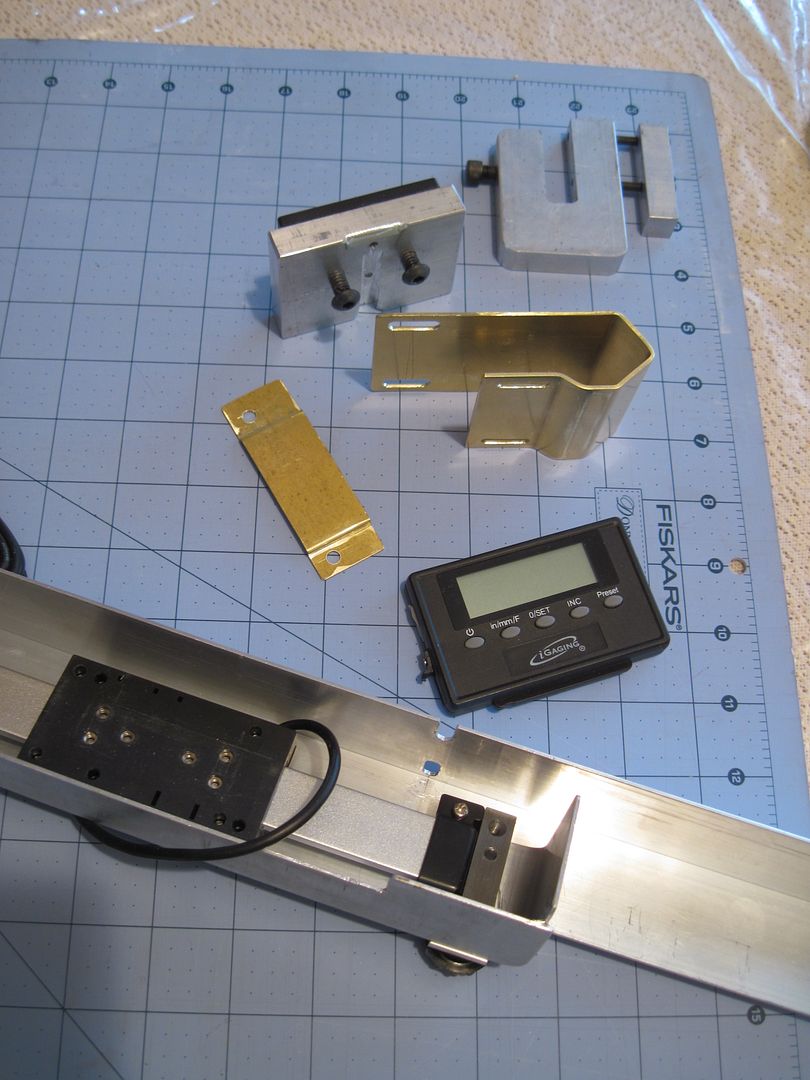
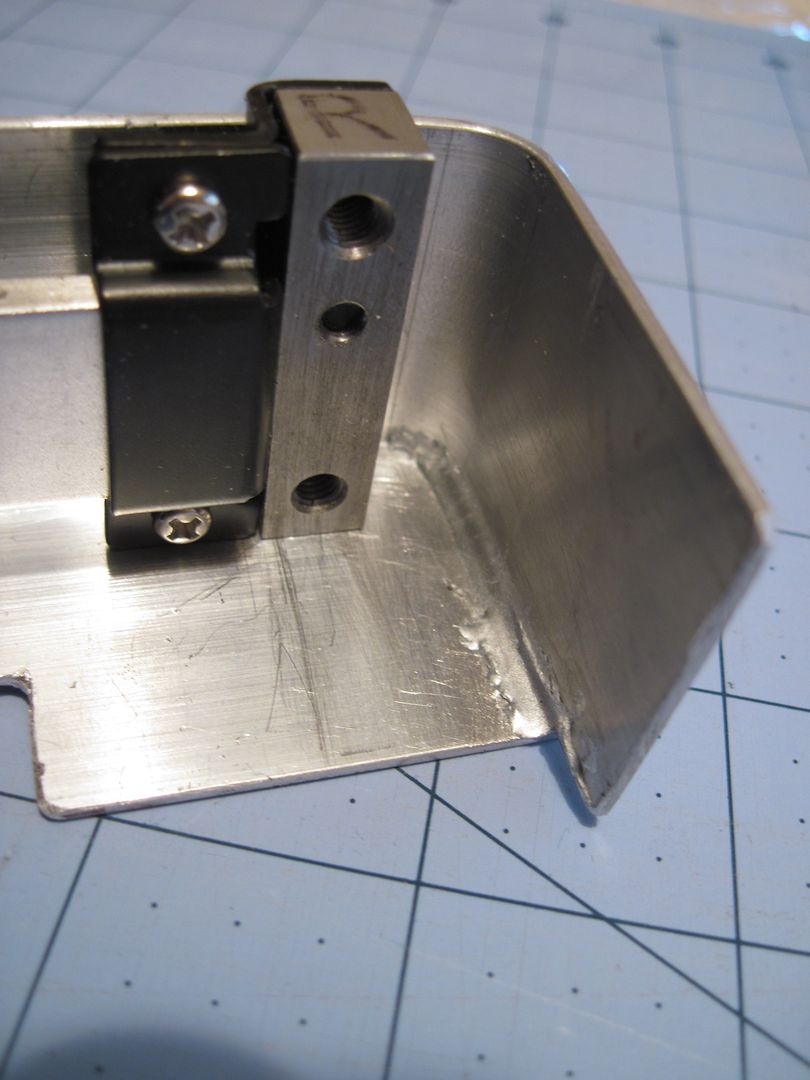
A few photos of parts made to attach DRO to lathe
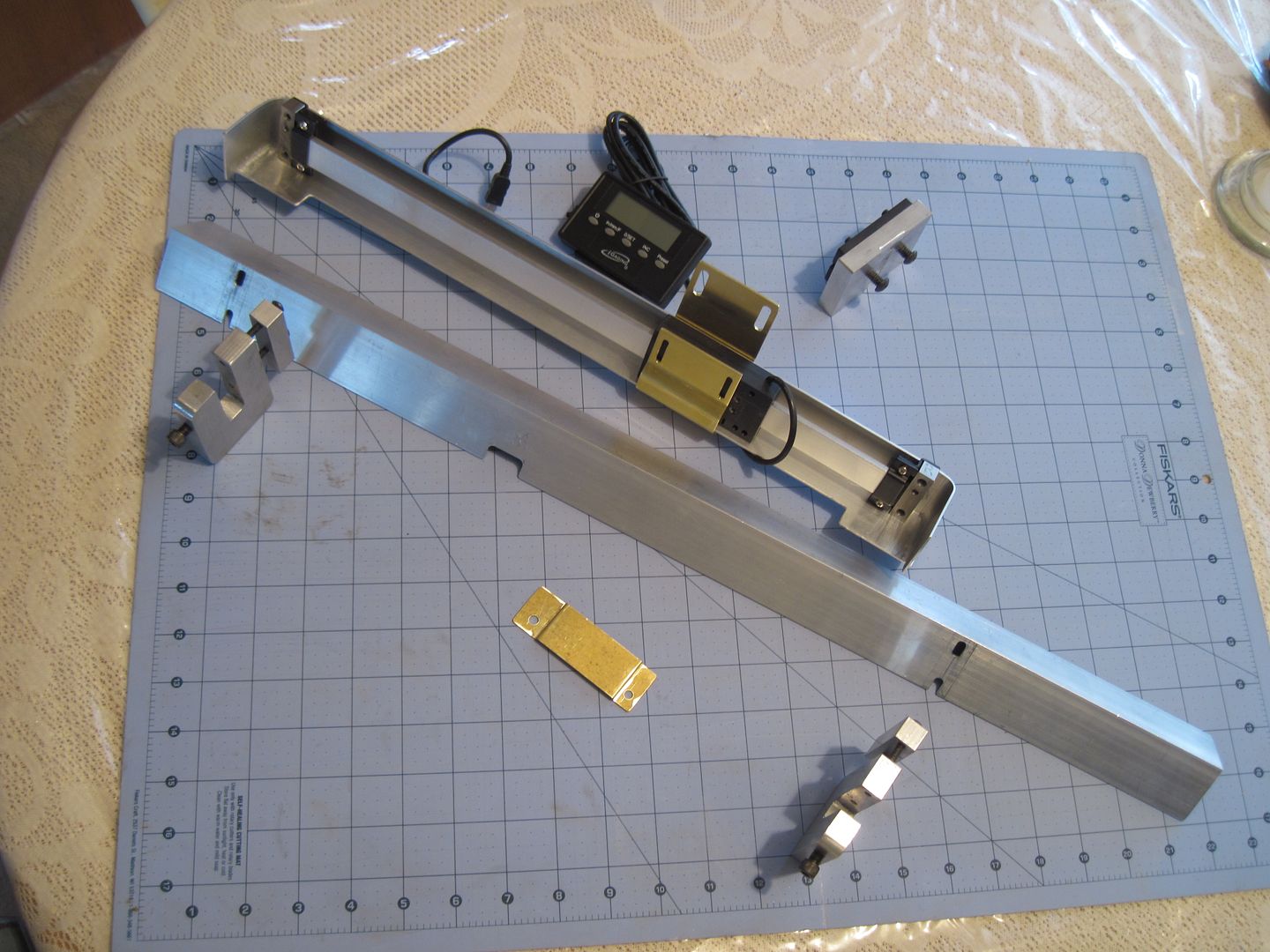
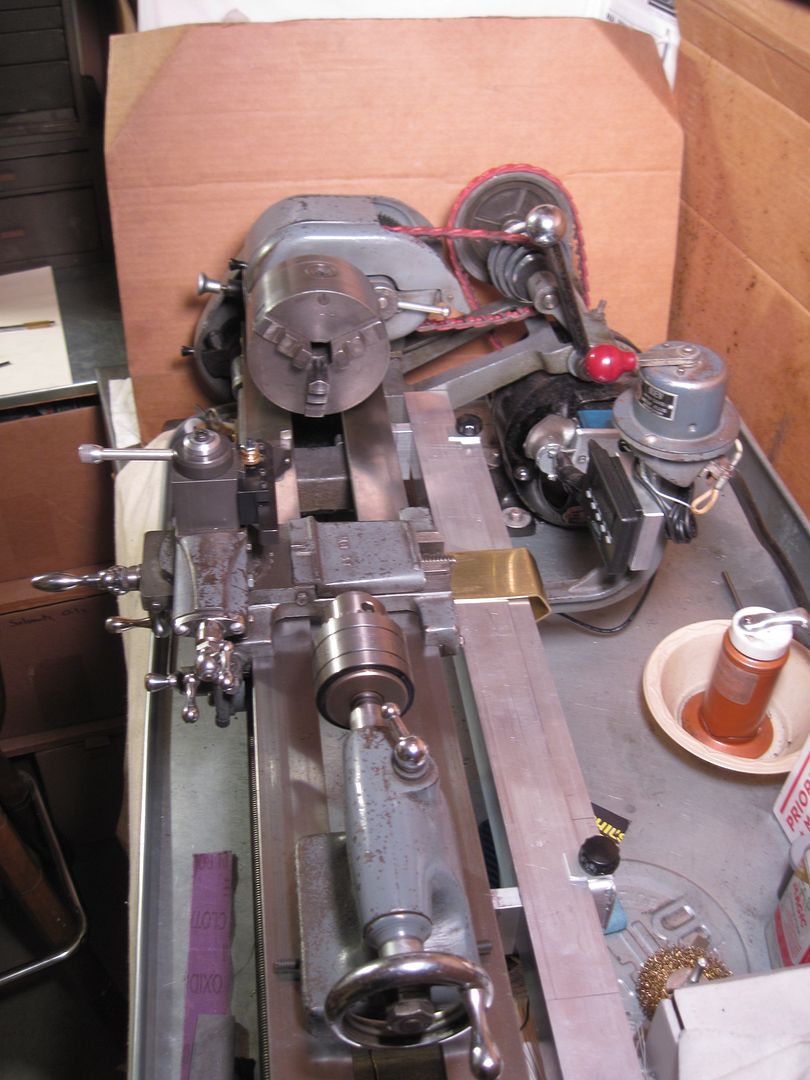
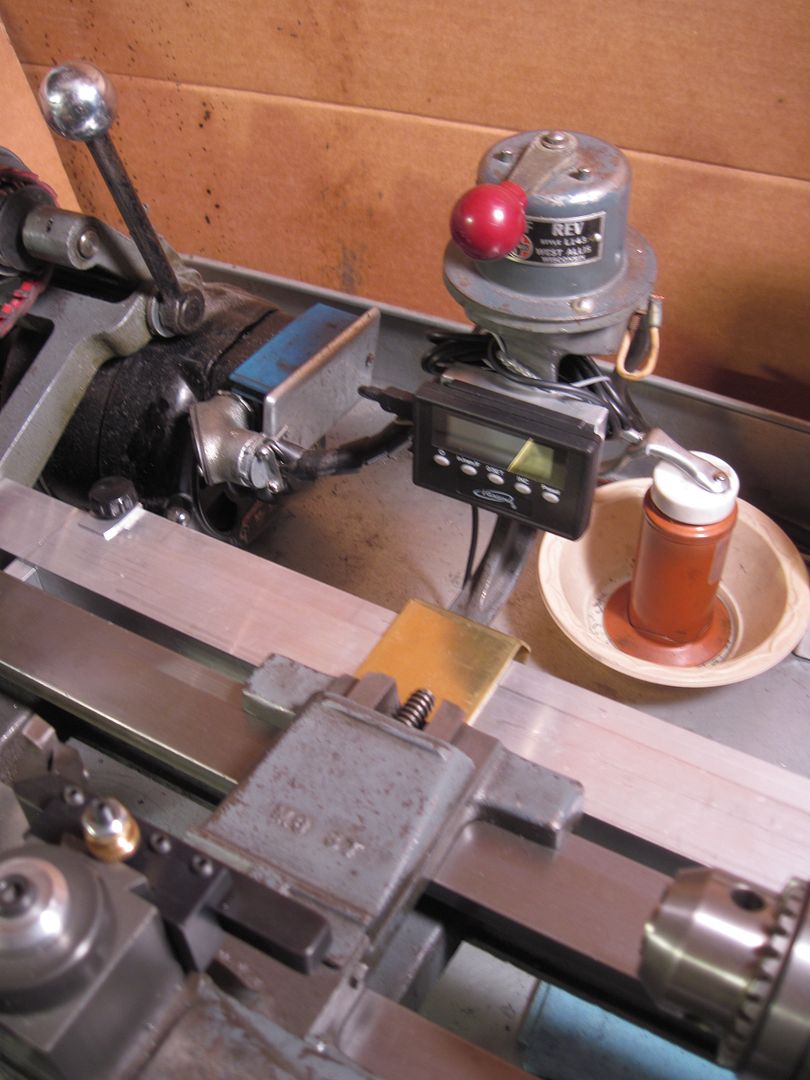
... and as installed.
In the time I have had this little beauty, I have also added many other attachments, tooling and associated equipage, such that I'm sure I have far exceeded the original purchase price, though I doubt I've added even 50% to the potential resale value. But that is of no concern to me, as I have no intention of selling it, or if I get sooooo old as to eventually get around to that, I'll likely not be any too concerned as to what it sells for, just that it goes to the "right" person!
Among those items added that come readily to mind include a quick change tool post and several tool holders, a large assortment of various kinds of cutters, both new and used and HSS and Carbide, a set of the "Diamond" tool holders from Eccentric Engineering, that hold cutting tools at an extremely odd angle so that simple square cutting bits do most all jobs rather well. I'm still learning on this system, but it does offer many advantages in many but not all situations. Change tools a lot less anyway. I also have a set-up that should allow me to make taper cuts over long distances of perhaps 8-12 inches, once I modify it a bit more. The lathe now has two steady rests, two tail stocks, a spare carriage, a Jacobs chuck specific to the spindle threads, and keyless tailstock chuck with the correct taper, some spare live and dead centers of slightly different forms, and a host of other spare parts including gibb screws, banjo gear racks, some of the pulleys, gears, bearings, bushings and mount blocks for same, and a bunch of stuff that slips my mind just now.
One thing that doesn't slip my mind is the ER 25 collet holder, ala Dean Williams, that I made for mounting on the spindle nose threads. I did modify Dean's plans a bit to come up with a slightly shorter unit, but now see how I could shorten it by yet another quarter inch or so, though I'm not currently inspired enough by that as a gain to make another, it could happen somewhere down the road ... if I were to run out of projects ..... like that will ever happen?!?!
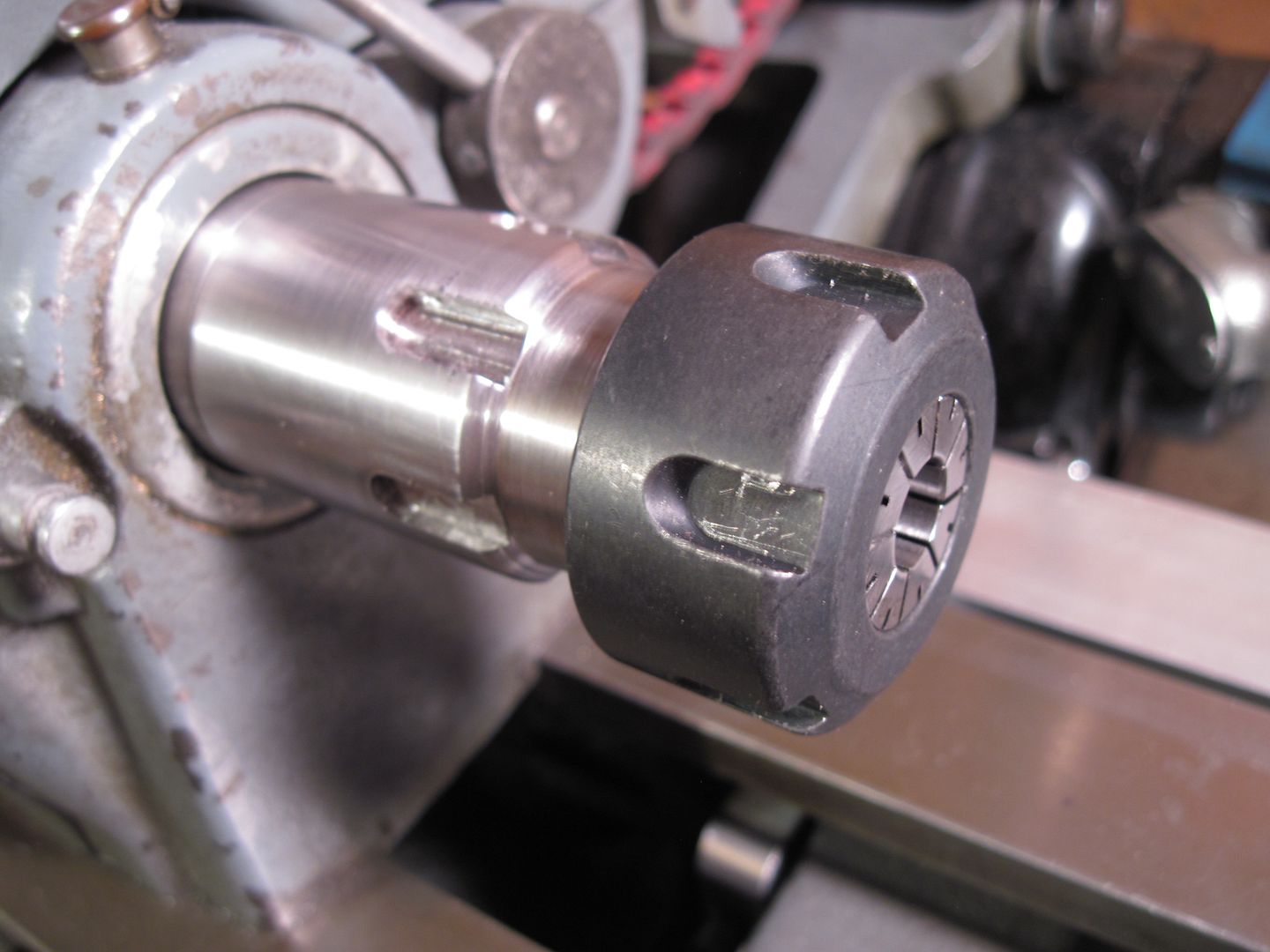
Note, I did not make the nut nor the collets themselves, but just the spindle nose mount chuck for them.



